
{kind=link}
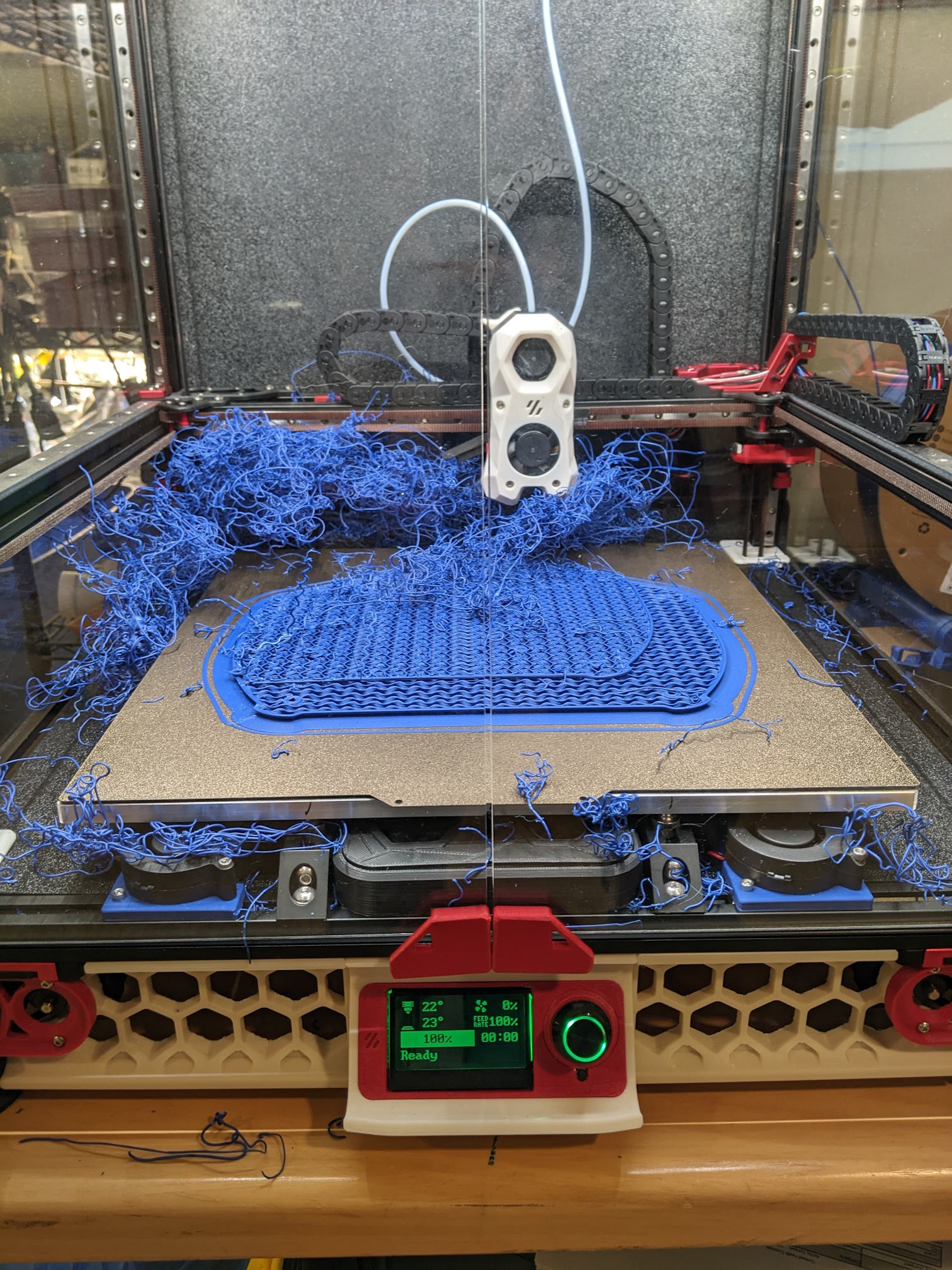
Any suggestions before trying again after a reset? This is my first go round changing nozzle diameter. I went from a 0.4 mm nozzle to a 0.6 mm nozzle.
After the swap I checked my extrusion multiplier (no change needed) and tuned pressure advance (I had to decrease the value a bit, but it looks spot on now).
As part of the nozzle swap, I also bumped line width from 125% to 150% in Orca Slicer (should be around 0.9mm extrusion width) and increased layer height to 0.3mm. This should put me around 22 mm^3/s of material, which shouldn’t be an issue for a Rapido 2 but this is the most flow I’ve pushed through it so far. Maybe I should bump temp a touch? I’m still at my fairly-low-for-ASA 230 that I was using with my 0.4mm nozzle.
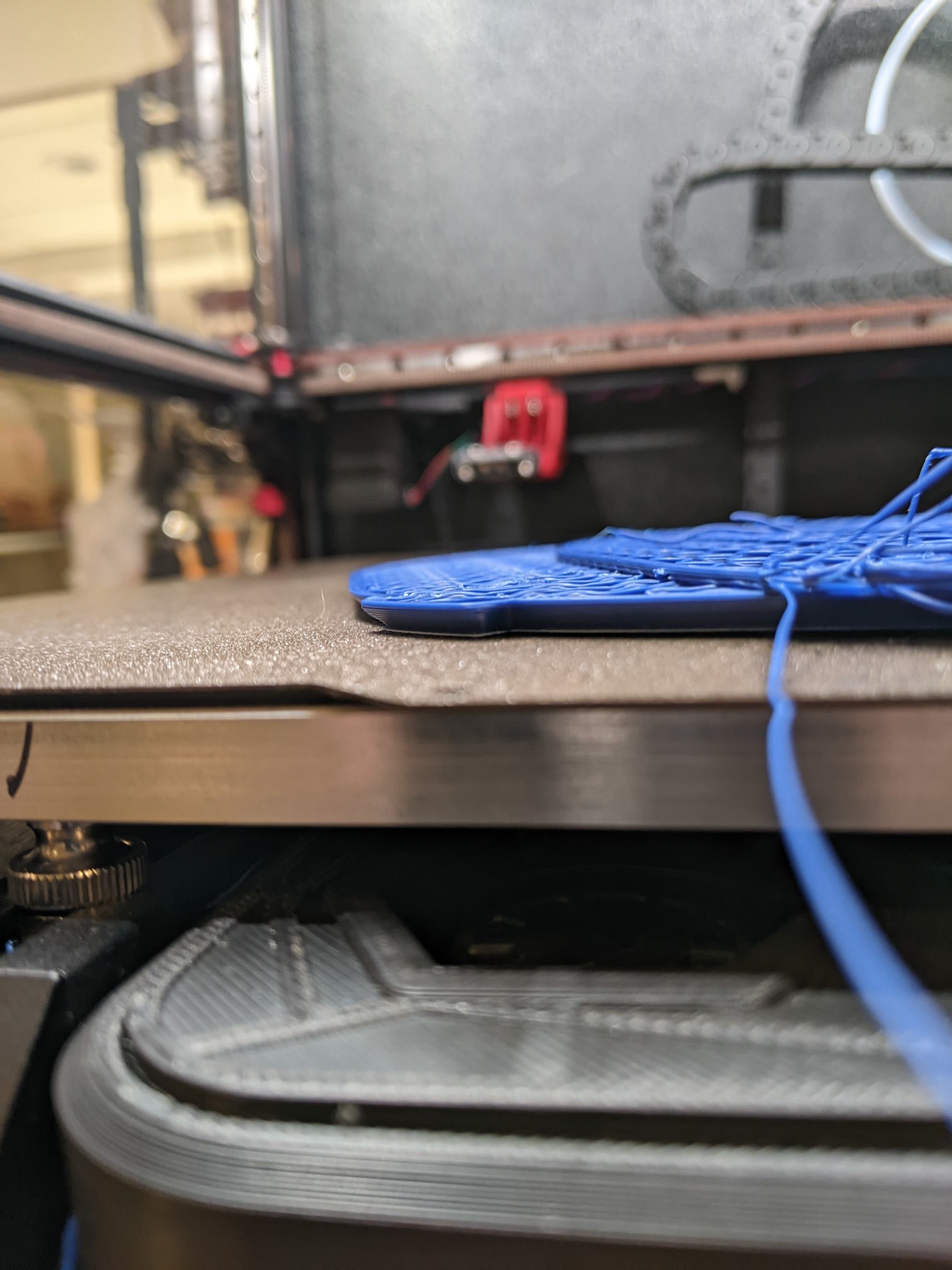
The print didn’t move on the bed and shows no signs of warpage. There also aren’t any signs of curling on the areas that the nozzle must have hit to cause the layer shift.
The only thing that seems like a miss was having z lift turned off while troubleshooting a print quality issue. I had it set to only lift above 0.25mm (not on the first layer) and only lift below z 0mm (this probably disabled z-hop). Z hop when retracting is set to 0.2mm, which is less than my 0.4mm retraction length so it seems like changing the “only lift below below z” value would re-enable z-hop.


Thanks, I ordered some Polymaker ASA recently, will try it out.
Polymaker ASA is what I’m currently using. You can grab 3 KG spools on Amazon for as low as $50-60 depending on the color (new via prime) if you keep an eye out.
The mix of ASA and a higher flow printer as resulted in a lot more fickle prints though, but this is also true for PETG. Things like EM vary some as a function of speed, so I’ve found that I need to print all my features at a similar speed.
Total anecdote, I had nothing but problems with Polymaker ASA, which I believe was me trying to run it through too fast. i have a dragon UHF which is, in theory, supposed to be able to do speeds over 30 mm^3/s, first thing I’d try is just slower print speeds and then bump it up from there.
You could also look at a cht nozzle, but as a word of warning, I found the bimetallic ones super fragile, if I recall they want a way lower torque spec than a solid brass or steel nozzle, so they’re easy to shear off if you’re not careful.
Edit: Leaving the original comment, but I think I may have mixed up for esun abs plus.
What kinds of problems have you had? It’s been OK for me. Sure, it’s harder to print than PETG but it’s also ASA. I do find myself wondering if it’s the material or my setup at times though. So far I’ve run about 7 kg of the stuff. You can find a bunch of it in my post history.
What did you switch to?
I had clogging and stringing issues, which not unexpected when jumping between materials. I had tried it to reduce smell, but ended up not finding much of a difference for me. Prusament ASA was decent but really expensive (duties alone). I probably didn’t give it (polymaker) a fair chance, had really good results with the polymaker pla and polyterra pla for some decorative prints. I’ve definitely had my share of hit and miss with amazon filament, they certainly are way better than I recall them being a decade ago, I do try to dry them now before using and stick with a few brands. I may also be misattributing issues to the polymaker asa, I also bought esun abs+ at the same time, I was building a nevermore max, one of the two just gave me grief and I was mildly annoyed with failed prints.
In terms of what I use now, I have had a lot of luck with Spool3D abs and petg, I sourced a lot of parts from them and found their filament pretty solid (though I’m not sure who supplies it). Recently I’ve been using Matter3D abs and pla, they have a wood fill pla I liked and their abs printed nicely for me. I’m Canadian so import duties and shipping can be killer, so trying to find a domestic supply was my goal. I definitely still use polymaker, have used a bunch of standard abs and their colour selection is amazing. I don’t tend to go for asa over abs, if only for price, looking at amazon, for polymaker 2x1 kg black is $55 cad for abs and $77 cad for ASA, I can almost get an entire third spool for the difference in price.
Thanks for the reply. I haven’t had clogging issues with it, but I have had some whispy stringing until I lowered my temp a touch. My preferred filament house (Atomic Filament) looks like they’re offering ASA so maybe I’ll give them a shot. My biggest issue is warping and I can’t imagine that other brands are going to be that different. I finally got great bed plate adhesion but my last print pulled the magnetic surface up.
Thx! Sounds like rly good deal, but 3 kg is not for me honestly. I dont print that much and also my spool holder is too small. 500 g spools would be better for me hehe
Not sure what EM is, but if you meant that some parts of print are shiny and the rest is matte, its probably different flow. Having equal speeds should fix that, I saw a video where they reduce max flow as solution
EM means extrusion multiplier, which is also called flow in some slicers. Shiny vs not is usually a temperature thing.